On the template section, is where the code output is generated based on most of the settings.
The templates are divided into the following sections.
Important: Most of the text boxes have reserved words. Right click on the text box to access the reserved words.
Tool change
There are tool settings on the tool change. A single line (that is responsible to actually call the tool change) and the complete tool change sequence, that will contain the first setting.
The tool change template can include, for example the air blast, comments, or any other code that is suitable to provide the tool change on your machine.

Code – main structure
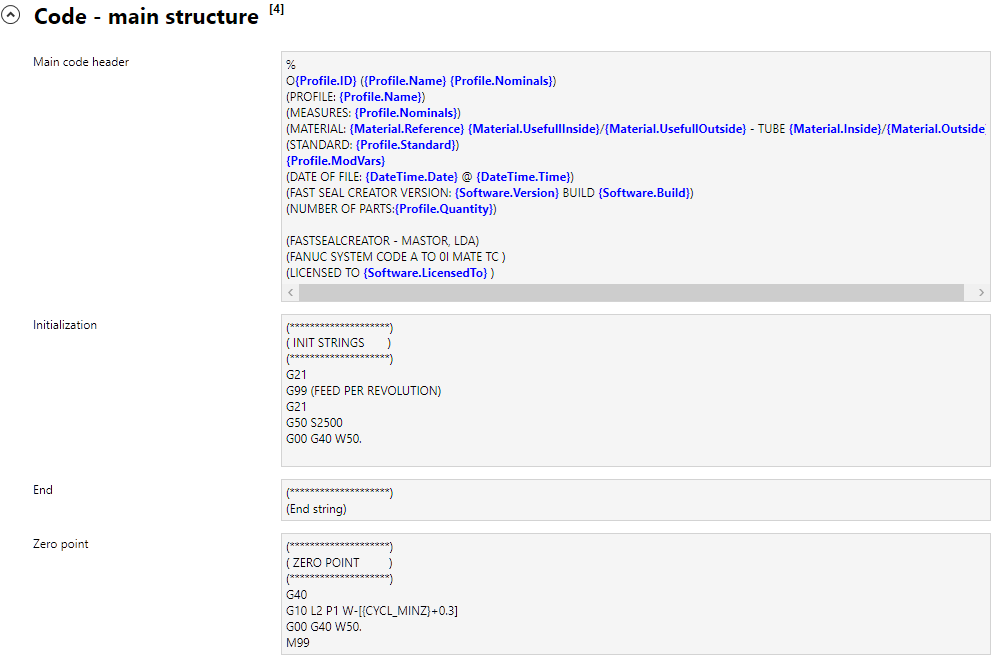
The output file can be changed in many ways to suit the expected format of the destination machine. Most of those changes are done on this section.
The main structure of the code is the central block of any code generated by the software and is always the result of:
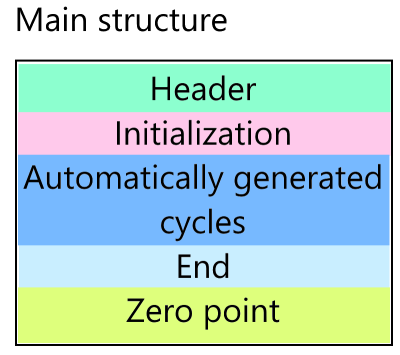
This means that all parts of the code can be changed directly except the automatic generated cycles (although their contents are the result of several settings, like to tool change template and all the other settings).
A example of the main structure settings is:
Code – repeat headers
To provide extra functionality there is the possibility of add another two blocks of code, the repeat header and the stop between repeat:
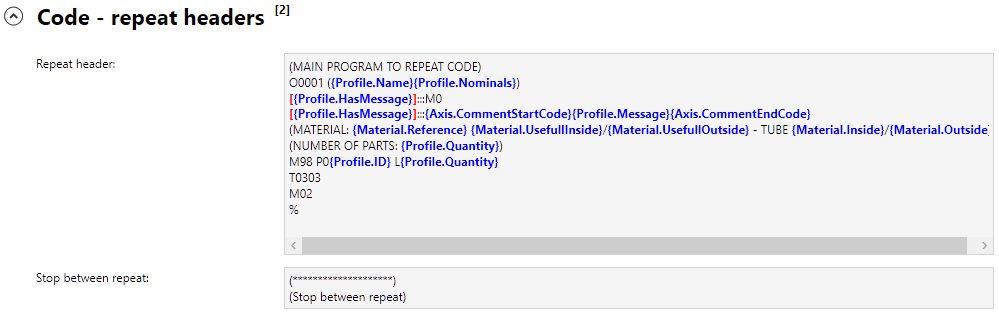
Those two blocks can then be placed, independently, before or after the main structure, using the file template order.
Cycle definition
For more information about the cycle definition please navigate to Cycle definition
File template order
To use this option, select and drag the section to the location where it is needed:

In this case the main structure will be on the start of the file, then the stop between repeat and finally the repeat header.
Note that those headers can be left empty.
Specific code depending on the tool in use
There is also the possibility to define code specially created based on the tool offset.
For example if the user needs to add code before the tool 2 is called, just create such a code similar to the example below. On this example 3 special codes were added (note, this is a example):
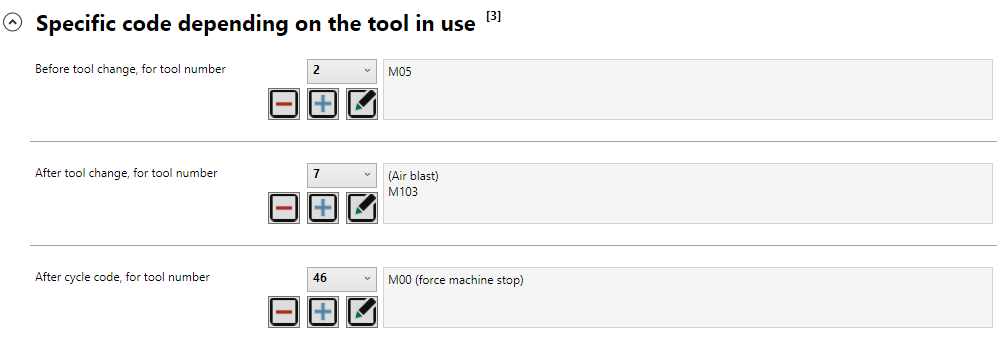
For tool 2, a M05 code will be placed before the tool change, for tool 7, after the tool change M103 will be issued and for tool 46, a M00 will be placed after the automatic code generator. For any tool offset there is the possibility of adding the before, after tool change and after the cycle code, this is each tool can have settings on each of the parameters, something like:
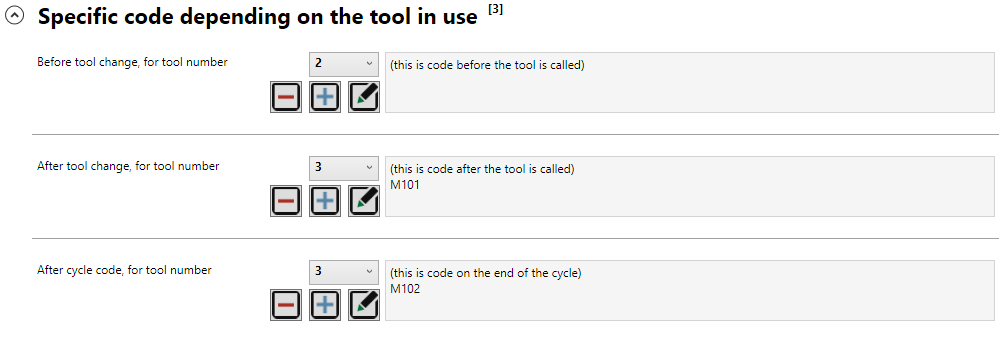
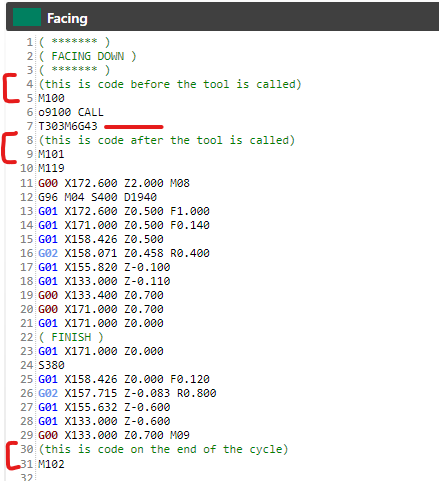
will result on a g code, where the tool change on this configuration is processed with T303M6G43:
Thread cycles
Most of controllers have more than one thread cycle, one for multiple passes and another more simple for a single pass of synchronized motion that results on a machined thread.
Current use of the thread templates
| Type of template | Use |
| Multiple pass thread | General threads, oil threads |
| Single pass thread | Spiral back up (BUS10 profile) |
Each of the settings have their own syntax. In the example below is the current default machine settings

Printed documents
On this section are listed the options related with printed documents (PDF exports).

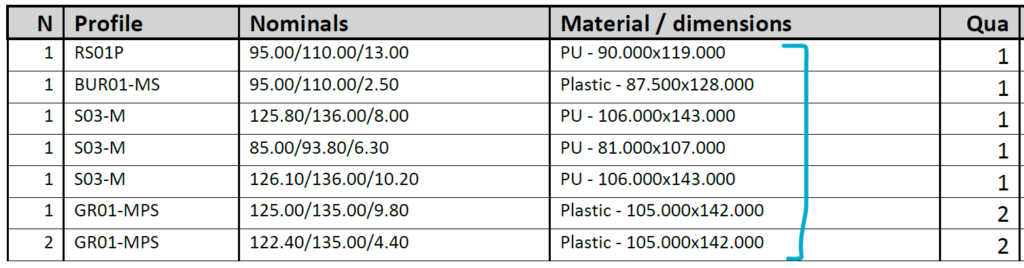
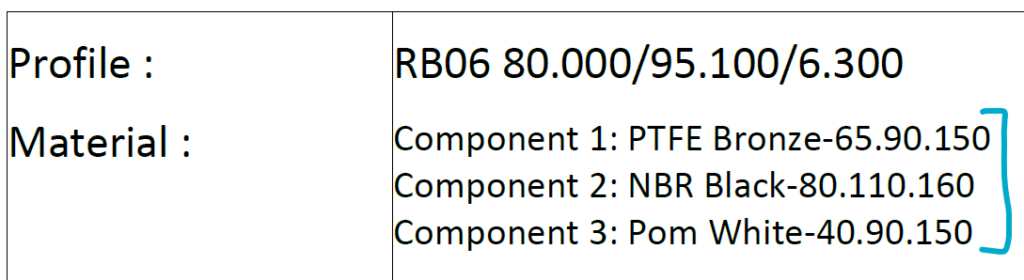
The first option affects the print of seals, obtained when editing the seal. As example the setting as displayed above {Material.FullReference} will output the information, for profile RB06 that has 3 components:
The second option affects the work print. Using the setting as displayed {Material.Type} – {Material.Inside}x{Material.Outside}, the output will be the material type followed by a dash ‘-‘ then the material inside, x, then the material outside.