In this post all steps are shown until reaching the GCode for the popular control Fanuc 0i-TF PLUS.
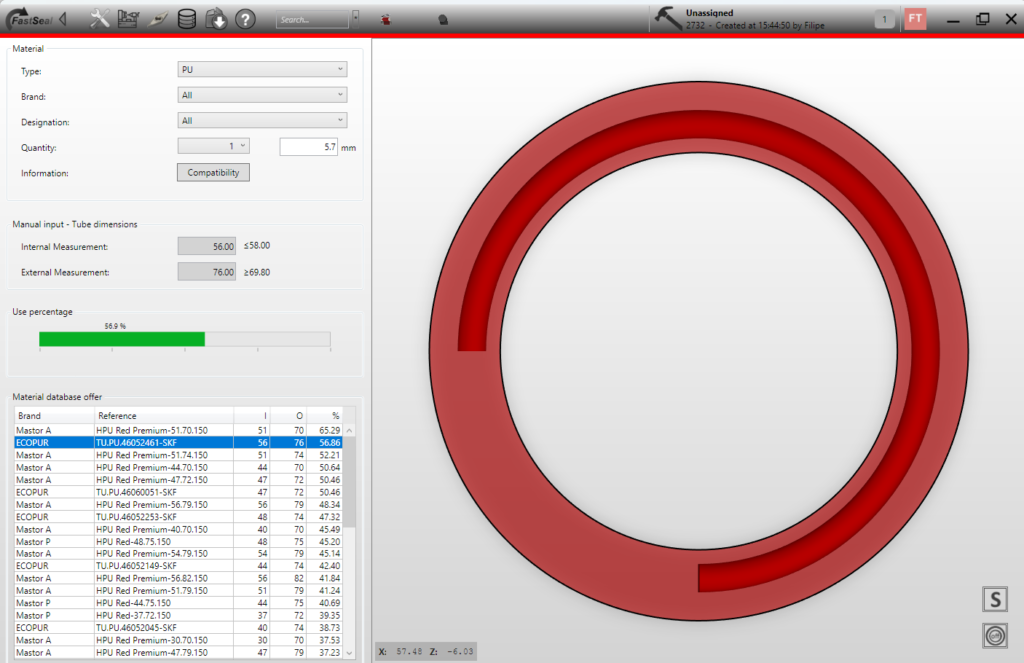
A o’ring 60×4 was selected to be made from PU
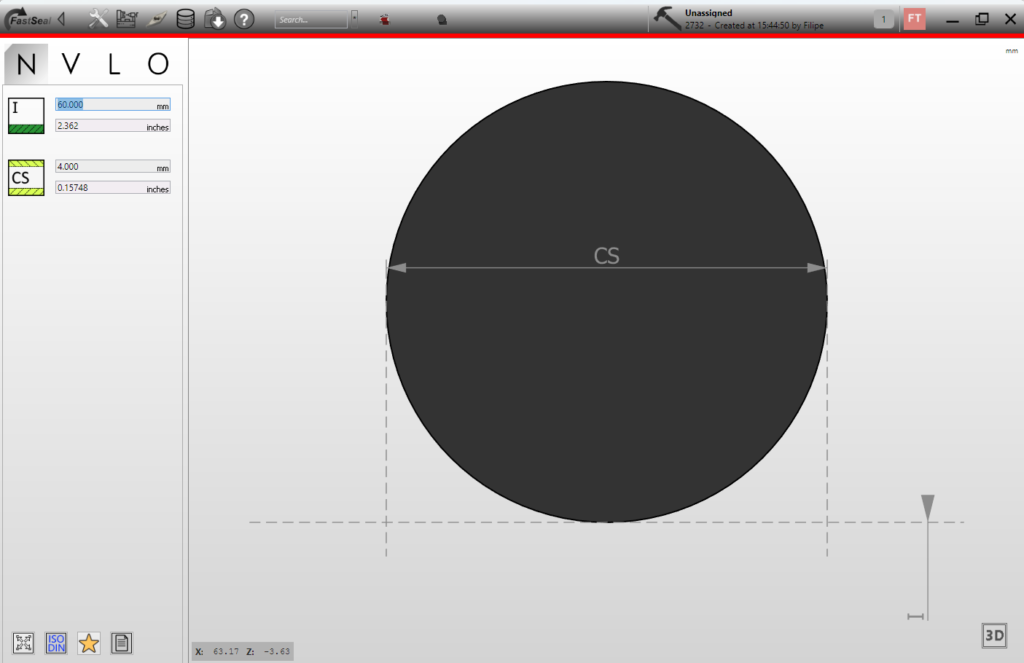
Nominals
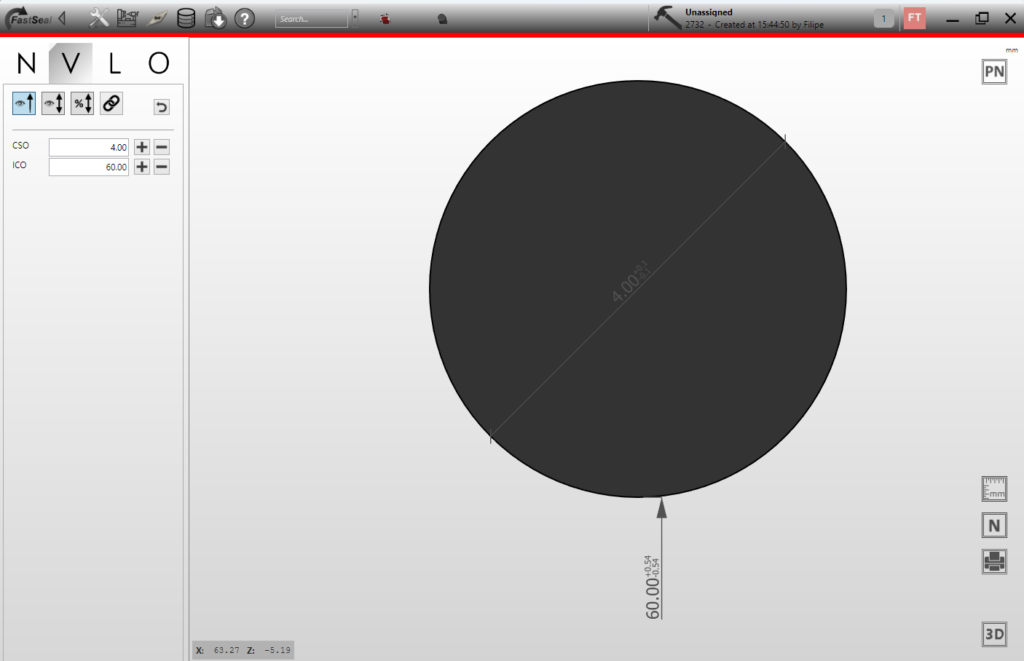
Variables
Diameter view
Material selection
GCode
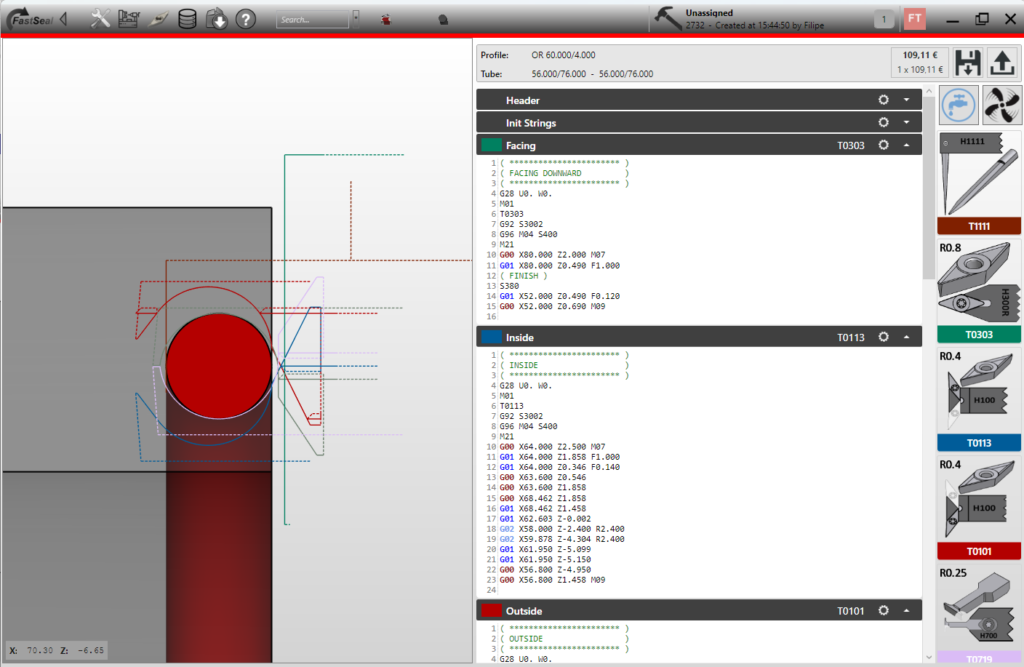
The code can be totally seen below that corresponds to the settings chosen.
The M-codes, header and many other features can be set up on the machine configuration. This means that the code can be adapted to the machine. Comments where added manually to the code below so that it is easier to read.
%
O0401 (OR_60.000/4.000)
(PROFILE: OR)
(MEASURES: 60.000/4.000)
(MATERIAL: TU.PU.46052461 56.000/76.000 - TUBE 56.000/76.000)
(STANDARD: YES)
(DATE OF FILE: 28/09/2022 @ 16:46:53)
(FAST SEAL CREATOR VERSION: 5.2.9.3 BUILD 20220921)
(NUMBER OF PARTS:1)
(FASTSEALCREATOR - MASTOR, LDA)
(FANUC SYSTEM CODE A OI-TF PLUS )
(LICENSED TO MASTOR LDA - PORTUGAL )
G21
G54
( *********************** )
( FACING DOWNWARD )
( *********************** )
G28 U0. W0.
M01
T0303
G92 S3002
G96 M04 S400
M21
G00 X80.000 Z2.000 M07
G01 X80.000 Z0.490 F1.000
( FINISH )
S380
G01 X52.000 Z0.490 F0.120
G00 X52.000 Z0.690 M09
( *********************** )
( INSIDE )
( *********************** )
G28 U0. W0.
M01
T0113
G92 S3002
G96 M04 S400
M21
G00 X64.000 Z2.500 M07
G01 X64.000 Z1.858 F1.000
G01 X64.000 Z0.346 F0.140
G00 X63.600 Z0.546
G00 X63.600 Z1.858
G00 X68.462 Z1.858
G01 X68.462 Z1.458
G01 X62.603 Z-0.002
G02 X58.000 Z-2.400 R2.400
G02 X59.878 Z-4.304 R2.400
G01 X61.950 Z-5.099
G01 X61.950 Z-5.150
G00 X56.800 Z-4.950
G00 X56.800 Z1.458 M09
( *********************** )
( OUTSIDE )
( *********************** )
G28 U0. W0.
M01
T0101
G92 S3002
G96 M04 S400
M21
G00 X68.000 Z2.500 M07
G01 X68.000 Z1.858 F1.000
G01 X68.000 Z-0.451 F0.140
G00 X68.400 Z-0.251
G00 X68.400 Z1.858
G00 X60.000 Z1.858
G01 X60.000 Z1.343
G00 X60.400 Z1.543
G00 X60.400 Z1.858
G00 X59.538 Z1.858
G01 X59.538 Z1.458
G01 X65.397 Z-0.002
G03 X70.000 Z-2.400 R2.400
G03 X68.122 Z-4.304 R2.400
G01 X68.000 Z-4.351
G01 X68.000 Z-5.150
G00 X68.400 Z-4.950
G00 X68.400 Z-4.351
G00 X68.000 Z-4.351
G01 X66.050 Z-5.099
G01 X66.050 Z-5.150
G00 X70.400 Z-4.950
G00 X70.400 Z1.458 M09
( *********************** )
( INSIDE 2 )
( *********************** )
G28 U0. W0.
M01
T0719
G92 S3002
G96 M04 S400
M21
G00 X65.000 Z2.500 M07
G01 X65.000 Z1.958 F1.000
G01 X65.000 Z0.250 F0.140
G00 X64.600 Z0.450
G00 X64.600 Z1.958
G00 X70.743 Z1.958
G01 X70.743 Z1.708
G01 X66.349 Z0.250
G01 X64.500 Z0.250
G02 X60.000 Z-2.000 R2.250
G02 X63.950 Z-4.233 R2.250
G01 X63.950 Z-4.500
G00 X58.800 Z-4.300
G00 X58.800 Z5.000 M09
( *********************** )
( OUTSIDE 2 )
( *********************** )
G28 U0. W0.
M01
T0707
G92 S3002
G96 M04 S400
M21
G00 X63.000 Z2.500 M07
G01 X63.000 Z1.958 F1.000
G01 X63.000 Z0.250 F0.140
G00 X63.400 Z0.450
G00 X63.400 Z1.958
G00 X57.257 Z1.958
G01 X57.257 Z1.708
G01 X61.651 Z0.250
G01 X63.500 Z0.250
G03 X68.000 Z-2.000 R2.250
G03 X64.050 Z-4.233 R2.250
G01 X64.050 Z-4.500
G00 X68.400 Z-4.300
G00 X68.400 Z5.000 M09
( *********************** )
( CUTTING )
( *********************** )
M22
G28 U0. W0.
M01
T1111
G92 S3002
G96 M04 S350
G00 X72.000 Z3.000 M07
G00 X72.000 Z-4.000
G01 X62.000 Z-4.000 F0.140
G00 X72.000 Z-4.000 M09
G00 X72.000 Z15.000
(********************)
( ZERO POINT )
(********************)
G10 P0 W5.45
G28 U0. W0.
M00
M99
(MAIN PROGRAM TO REPEAT CODE)
O0001 (OR60.000/4.000)
(MATERIAL: TU.PU.46052461 56.000/76.000 - TUBE 56.000/76.000)
(NUMBER OF PARTS: 1)
M98 P10401
G28 U0. W0.
T0303
M30
%