In this post all steps are shown until reaching the GCode for a Utec PLM250E – a 8 tool slot machine, where the software output is very similar to the original equipment manufacturer. A simple GR 50x60x10 profile was selected.
Nominals
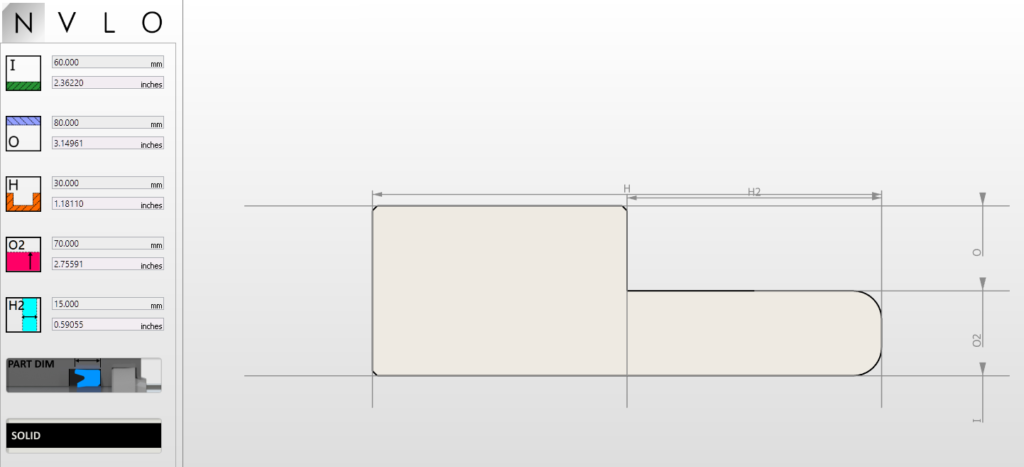
Variables
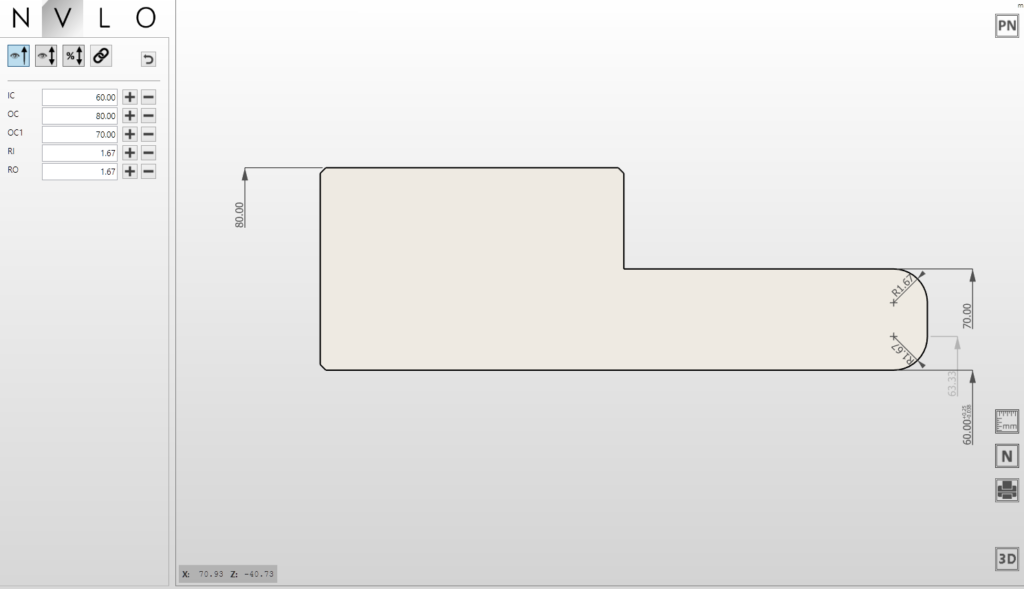
Diameter view
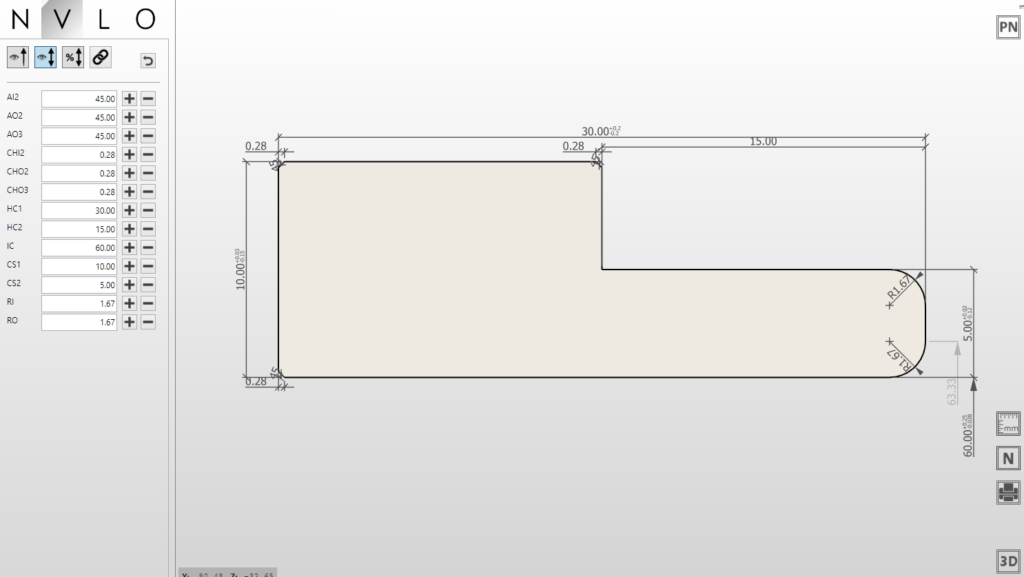
Cross section view
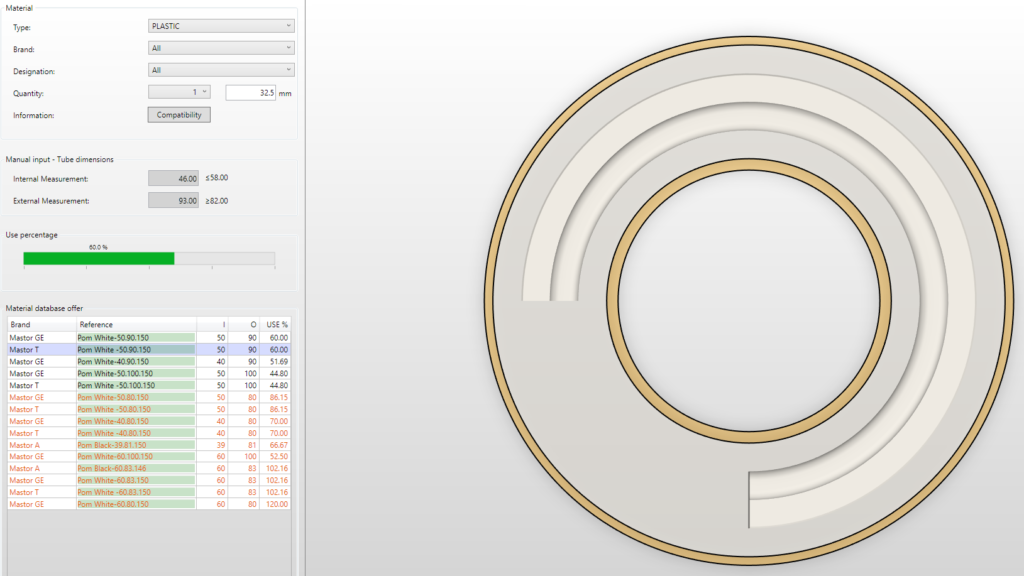
Material selection
PTFE Bronze 55×75 was selected
GCode
The code can be totally seen below that corresponds to the settings chosen.
The M-codes, header and many other features can be set up on the machine configuration. This means that the code can be adapted to the machine.
%
O9999
T0000
G00 G40 X220 Z80
M99
(-----)
( --- )
(-----)
(PROFILE GR03R-PS)
(MEASURES 60.000/80.000/30.000/70.000/15.000)
(TUBE 46.000/93.000)
(DATE OF FILE 03/10/2023 @ 10:09:03)
(NUMBER OF PARTS 1)
(FASTSEALCREATOR)
(UNLICENSED - EVALUATION MODE)
O8888
G50 S2500
G21
G54
( ******* )
( FACING DOWN )
( ******* )
M98 P9999
T0303
G50 S2889
G96 M04 S400
M16
G00 X97.000 Z2.000 M14
G01 X97.000 Z0.690 F1.000
( FINISH )
G01 X97.000 Z0.000 F0.140
S380
G01 X42.000 Z0.000 F0.120
G00 X42.000 Z0.690 M09
( ******* )
( INSIDE )
( ******* )
M98 P9999
T0120
G50 S2889
G96 M04 S400
M16
G00 X52.000 Z2.500 M14
G01 X52.000 Z1.679 F1.000
G01 X52.000 Z-32.450 F0.140
G00 X51.600 Z-32.250
G00 X51.600 Z1.679
G00 X58.000 Z1.679
G01 X58.000 Z0.090
G00 X57.600 Z0.290
G00 X57.600 Z1.679
G00 X63.574 Z1.679
G01 X63.574 Z1.479
G01 X57.636 Z-0.001
G02 X54.000 Z-1.867 R1.867
G01 X54.000 Z-29.920
G02 X54.117 Z-30.061 R0.200
G01 X55.060 Z-30.533
G01 X55.060 Z-32.450
G00 X52.800 Z-32.250
G00 X52.800 Z1.479
( FINISH )
G00 X69.554 Z1.479
G01 X63.636 Z-0.001 F0.120
G02 X60.000 Z-1.867 R1.867
G01 X60.000 Z-29.920
G02 X60.117 Z-30.061 R0.200
G01 X61.060 Z-30.533
G01 X61.060 Z-32.450
G00 X53.000 Z-32.250
G00 X53.000 Z5.000 M09
( ******* )
( OUTSIDE )
( ******* )
M98 P9999
T0108
G50 S2889
G96 M04 S400
M16
G00 X87.000 Z2.500 M14
G01 X87.000 Z1.779 F1.000
G01 X87.000 Z-32.550 F0.140
G00 X87.400 Z-32.350
G00 X87.400 Z1.779
G00 X81.000 Z1.779
G01 X81.000 Z-14.900
G00 X81.400 Z-14.700
G00 X81.400 Z1.779
G00 X75.000 Z1.779
G01 X75.000 Z-0.495
G00 X75.400 Z-0.295
G00 X75.400 Z1.779
G00 X69.000 Z1.779
G01 X69.000 Z0.937
G00 X69.400 Z1.137
G00 X69.400 Z1.779
G00 X66.426 Z1.779
G01 X66.426 Z1.579
G01 X72.364 Z0.099
G03 X76.000 Z-1.767 R1.867
G01 X76.000 Z-14.900
G01 X85.040 Z-14.900
G03 X85.323 Z-14.959 R0.200
G01 X85.883 Z-15.239
G03 X86.000 Z-15.380 R0.200
G01 X86.000 Z-30.020
G03 X85.883 Z-30.161 R0.200
G01 X84.940 Z-30.633
G01 X84.940 Z-32.550
G00 X86.400 Z-32.350
G00 X86.400 Z1.479
( FINISH )
G00 X60.446 Z1.479
G01 X66.364 Z-0.001 F0.120
G03 X70.000 Z-1.867 R1.867
G01 X70.000 Z-15.000
G01 X79.040 Z-15.000
G03 X79.323 Z-15.059 R0.200
G01 X79.883 Z-15.339
G03 X80.000 Z-15.480 R0.200
G01 X80.000 Z-29.920
G03 X79.883 Z-30.061 R0.200
G01 X78.940 Z-30.533
G01 X78.940 Z-32.450
G00 X87.000 Z-32.250
G00 X87.000 Z5.000 M09
( ******* )
( CUTTING )
( ******* )
M17
M98 P9999
T0734
G50 S2889
G96 M04 S200
G00 X84.000 Z3.000 M14
G00 X84.000 Z-30.000
G01 X59.560 Z-30.000 F0.080
G00 X84.000 Z-30.000 M09
G00 X84.000 Z15.000
M98 P9999
T305
M01
(ZERO POINT CALCULATION)
G10 P00 W32.9
M99
%