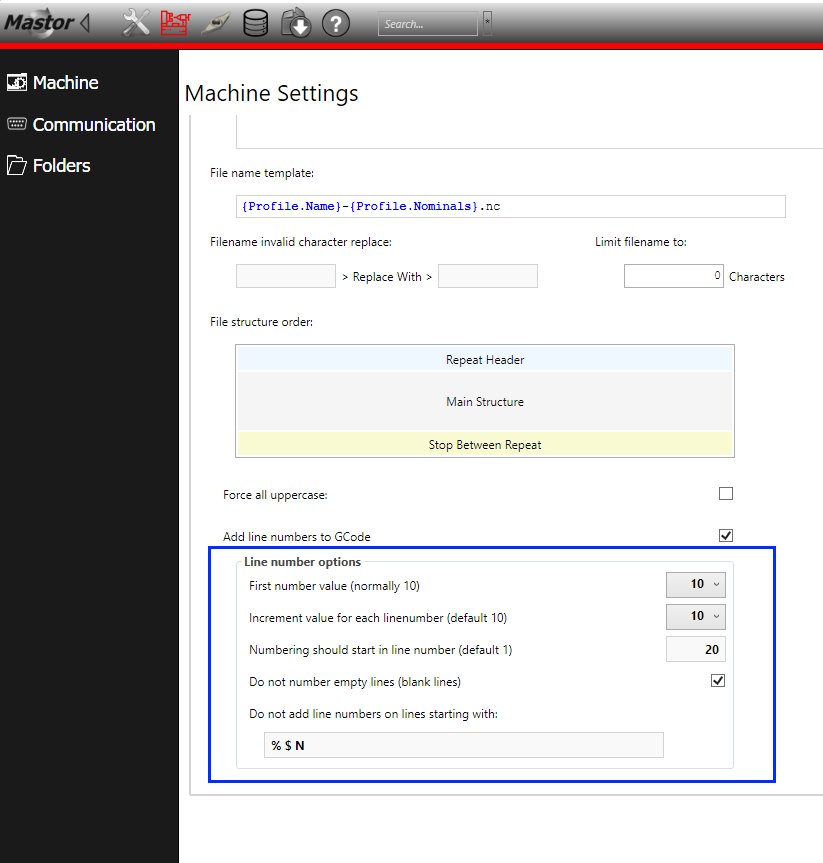
Version 5.2.6.7 has implemented new options for line numbering. Previous versions added line numbers in all file regarding the contents of the line. However several controllers do not handle the line numbers in all lines and the new options where implemented. To use them, the option “Add line numbers to GCode” must be checked, as below:
Depending on the settings the output change, and now several outputs can be achieved, hopefully reaching all controllers needs.
Below, the result of the settings highlighted in blue of the previous image, are shown (target controller Siemens 810T). On this example the lines N10 to N150 are hardcoded on the header section. Previously, the line numbering, wrongly duplicated the N word in those lines. Now with the option “Numbering should start in line number” the user can control from witch line the software start to number the lines. In this example, line 20 was selected that corresponds to the first N10 after the sentence %SPF 1
%MPF 1
N10 G54
N20 R100=8.15 (SHIFT)
N30 R101=8.05 (TURNINGLENGTH)
N35 R300=
N40 @330 R102 K1 K2 K0
N50 R102=- R102+2.0 ( -TOPFLAENGE )
N60 R103=0
N70 @100 K110
N80 G58 Z= R103
N90 L1 P1
N100 R103= R103- R100
N110 R104= R103- R101
N120 @144 R102 R104 K-80
N130 G58 Z0
N140 G00 X-250.000 Z=200+ R102
N150 M30
%SPF 1
N10 ( *********************** )
N20 ( FACING DOWNWARD )
N30 ( *********************** )
N40 MSG ("Facing - tool 108")
N50 D8
N60 LIMS=3028
N70 G96 S400 M04
N80 G00 X76.000 Z2.000 M08
N90 G01 X76.000 Z0.690 F1.000
N100 ( FINISH )
N110 G01 X76.000 Z0.000 F0.140
N120 S380
N130 G01 X39.000 Z0.000 F0.120
N140 G00 X39.000 Z0.690 M09
N150 ( *********************** )
N160 ( INSIDE )
N170 ( *********************** )
N180 G00 Z10.0
N190 MSG ("Inside Elastomers Machining")
N200 D2
N210 LIMS=3028
N220 G96 S400 M04