Live tooling options are intended for machines that provide the ability to use motorized tools on the turret.
If the option is available, set on the machine configuration:
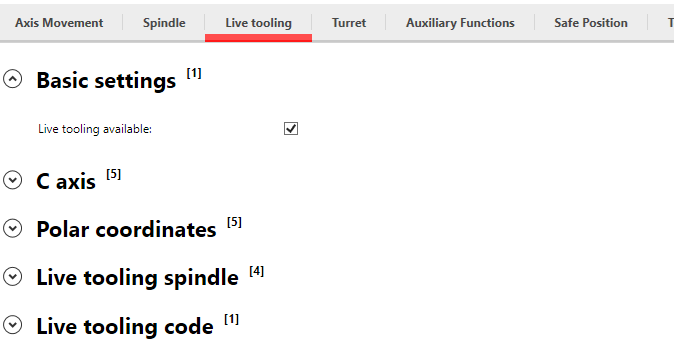
Setting as available, it enables the remaining options
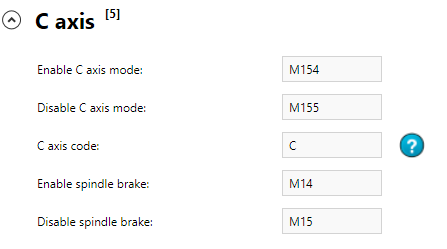
C axis
On this group the basic settings for correctly defining the C axis are set.
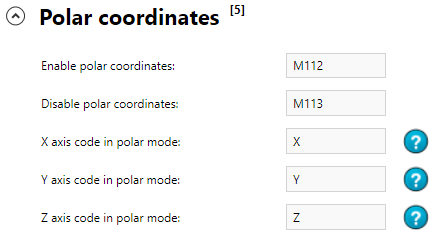
Polar coordinates
Depending on the machine, it can use different settings for polar coordinates. The options can also be left empty, all depends on the controller and its capabilities.
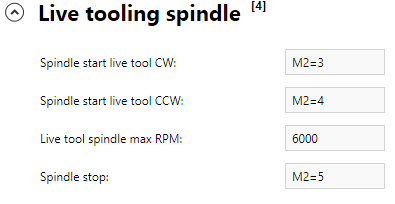
Live tooling spindle
In this section, it is set how the motorized tool (life spindle) is set.
Live tooling code
Here there are headers, code and footer for each of the possible operations.
The header can be seen as a preparation for the code, the code is where the repetition movements will occur, and finally the footer will be placed after all the live tooling code is produced. The following example was taken from a HAAS, and it shows the settings for axial drilling.
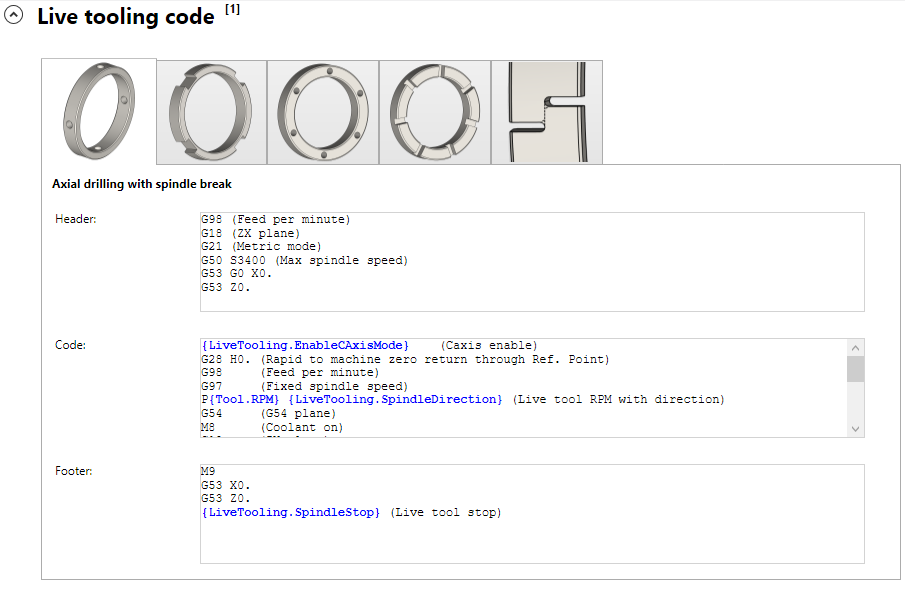
as not all the code section is present on the picture, is is provided below:
{LiveTooling.EnableCAxisMode} (Caxis enable)
G28 H0. (Rapid to machine zero return through Ref. Point)
G98 (Feed per minute)
G97 (Fixed spindle speed)
P{Tool.RPM} {LiveTooling.SpindleDirection} (Live tool RPM with direction)
G54 (G54 plane)
M8 (Coolant on)
G18 (ZX plane)
M15 (Spindle brake OFF)
G0 C{LiveTooling.StartAngle} (C position)
M14 (Spindle brake on)
G0 Z15. (Z position)
{Axis.XCode}{LiveTooling.PointX} (Diameter position)
{Axis.ZCode}{LiveTooling.SafeZ} (Near drill position)
{LiveTooling.OperationCode}
G80 (End drill cycle)
G0 Z15. (Retract to safe position)
{LiveTooling.DisableCAxisMode} (Caxis disengage)The same can be achieved on a Fanuc control with the use of a canned cycle, in this case showing a axial drilling code:
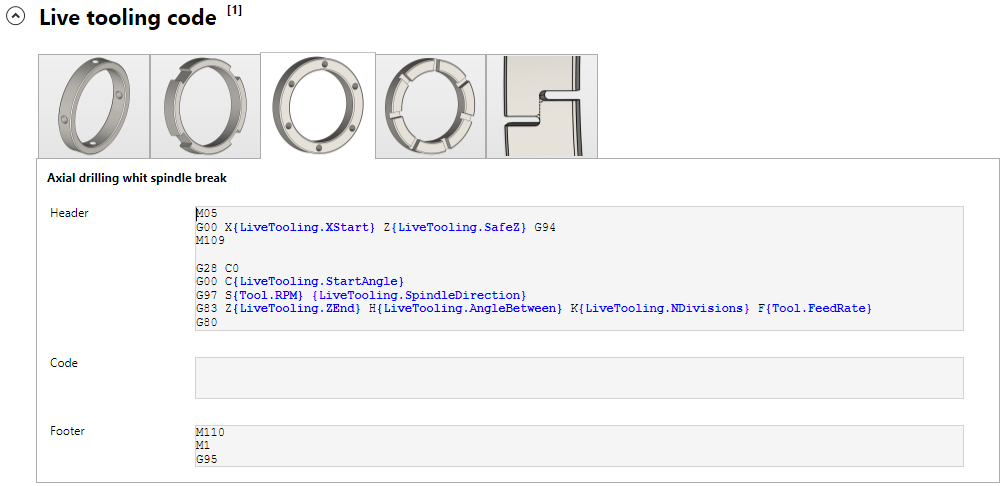
In this example the G83 canned cycle produces automatically all the movements needed, and no code is needed to be set on the “code” setting.
On the default machine, examples can be seen for each of the operations listed.