In this post all steps are shown until reaching the GCode for the a sinumerik 802D control with linear tools
A PS15PB 270x279x8 was selected and changed accordingly to the following:
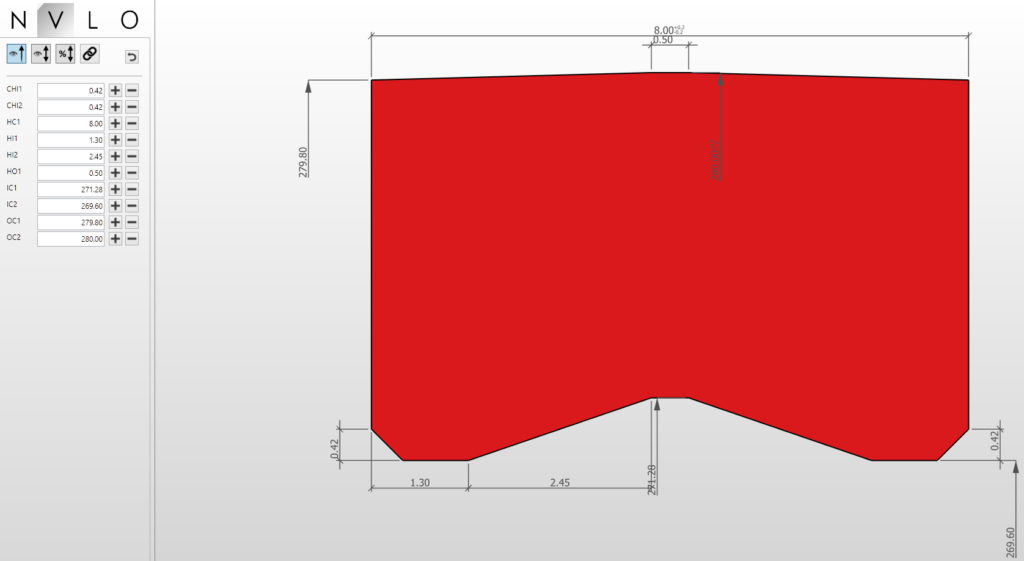
Variables
Diameter view
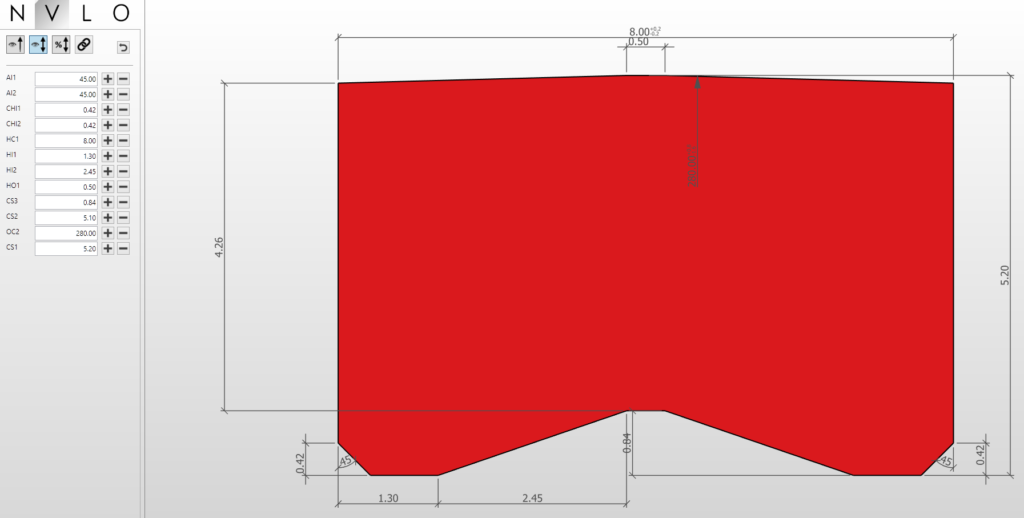
Cross section view
Material selection
HPU 260×290 was selected
GCode
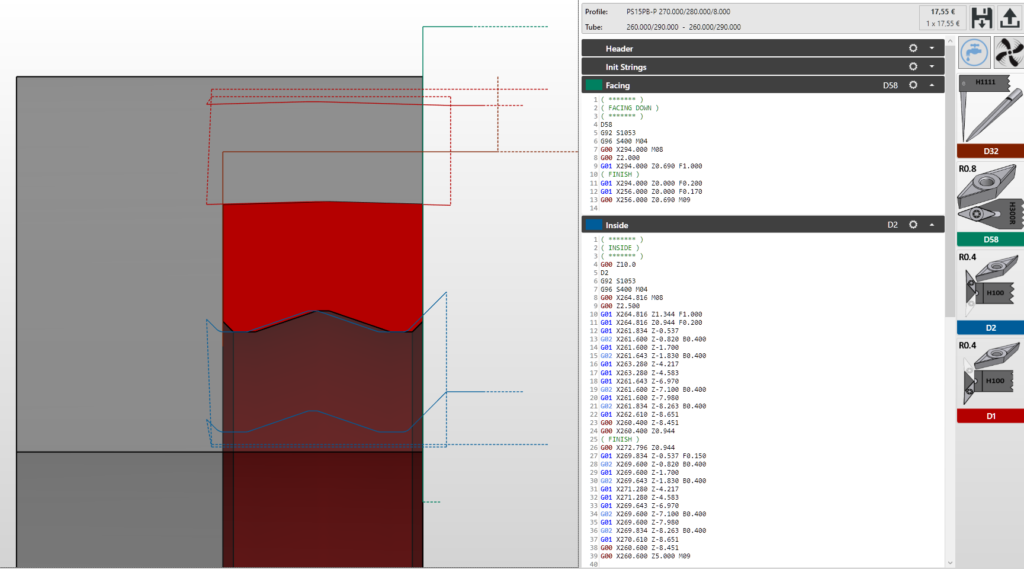
The code can be totally seen below that corresponds to the settings chosen. Header and footer are omitted.
N10 ( ******* )
N20 ( FACING DOWN )
N30 ( ******* )
N40 D8
N50 G92 S1053
N60 G96 S400 M04
N70 G00 X294.000 M08
N80 G00 Z2.000
N90 G01 X294.000 Z0.690 F1.000
N100 ( FINISH )
N110 G01 X294.000 Z0.000 F0.200
N120 G01 X256.000 Z0.000 F0.170
N130 G00 X256.000 Z0.690 M09
N140 ( ******* )
N150 ( INSIDE )
N160 ( ******* )
N170 G00 Z10.0
N180 D2
N190 G92 S1053
N200 G96 S400 M04
N210 G00 X264.816 M08
N220 G00 Z2.500
N230 G01 X264.816 Z1.344 F1.000
N240 G01 X264.816 Z0.944 F0.200
N250 G01 X261.834 Z-0.537
N260 G02 X261.600 Z-0.820 CR=0.400
N270 G01 X261.600 Z-1.700
N280 G02 X261.643 Z-1.830 CR=0.400
N290 G01 X263.280 Z-4.217
N300 G01 X263.280 Z-4.583
N310 G01 X261.643 Z-6.970
N320 G02 X261.600 Z-7.100 CR=0.400
N330 G01 X261.600 Z-7.980
N340 G02 X261.834 Z-8.263 CR=0.400
N350 G01 X262.610 Z-8.651
N360 G00 X260.400 Z-8.451
N370 G00 X260.400 Z0.944
N380 ( FINISH )
N390 G00 X272.796 Z0.944
N400 G01 X269.834 Z-0.537 F0.150
N410 G02 X269.600 Z-0.820 CR=0.400
N420 G01 X269.600 Z-1.700
N430 G02 X269.643 Z-1.830 CR=0.400
N440 G01 X271.280 Z-4.217
N450 G01 X271.280 Z-4.583
N460 G01 X269.643 Z-6.970
N470 G02 X269.600 Z-7.100 CR=0.400
N480 G01 X269.600 Z-7.980
N490 G02 X269.834 Z-8.263 CR=0.400
N500 G01 X270.610 Z-8.651
N510 G00 X260.600 Z-8.451
N520 G00 X260.600 Z5.000 M09
N530 ( ******* )
N540 ( OUTSIDE )
N550 ( ******* )
N560 G00 Z10.0
N570 D1
N580 G92 S1053
N590 G96 S400 M04
N600 G00 X287.700 M08
N610 G00 Z2.500
N620 G01 X287.700 Z1.511 F1.000
N630 G01 X287.700 Z1.111 F0.200
N640 G01 X288.000 Z-4.139
N650 G03 X288.000 Z-4.150 CR=0.400
N660 G01 X288.000 Z-4.650
N670 G03 X288.000 Z-4.661 CR=0.400
N680 G01 X287.787 Z-8.651
N690 G00 X288.400 Z-8.451
N700 G00 X288.400 Z1.111
N710 ( FINISH )
N720 G00 X279.720 Z1.111
N730 G01 X280.000 Z-4.139 F0.150
N740 G03 X280.000 Z-4.150 CR=0.400
N750 G01 X280.000 Z-4.650
N760 G03 X280.000 Z-4.661 CR=0.400
N770 G01 X279.787 Z-8.651
N780 G00 X289.000 Z-8.451
N790 G00 X289.000 Z5.000 M09
N800 ( ******* )
N810 ( CUTTING INVERSED )
N820 ( ******* )
N830 G00 Z10.0
N840 D32
N850 G92 S1053
N860 G96 S350 M04
N870 G00 X-284.000 M08
N880 G00 Z3.000
N890 G00 X-284.000 Z-8.000
N900 G01 X-268.440 Z-8.000 F0.250
N910 G00 X-284.000 Z-8.000 M09
N920 G00 X-284.000 Z15.000