In this post all steps are shown until reaching the GCode for the a sinumerik 810 control with linear tools
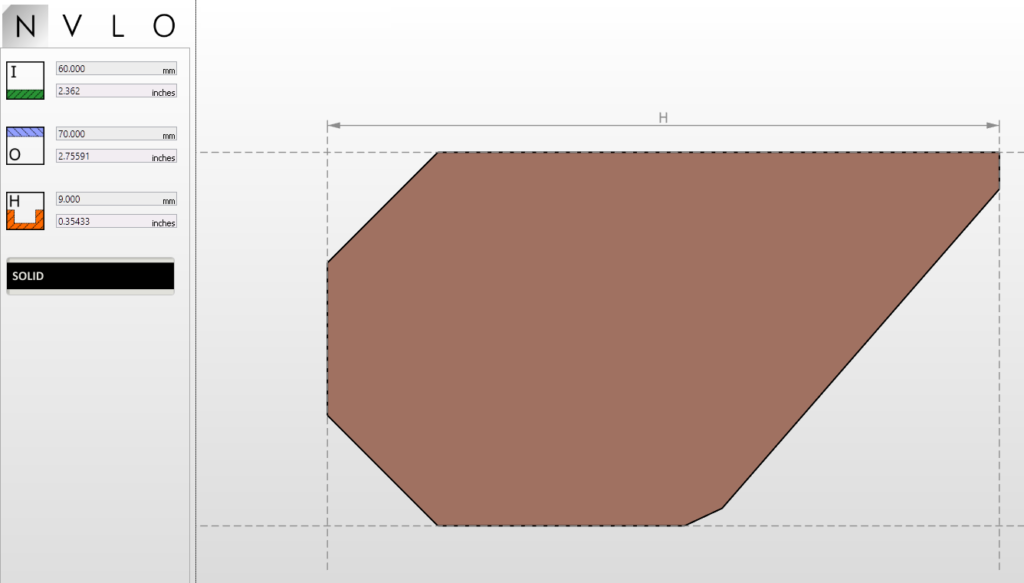
A FPES16 60x70x9 was selected.
Nominals
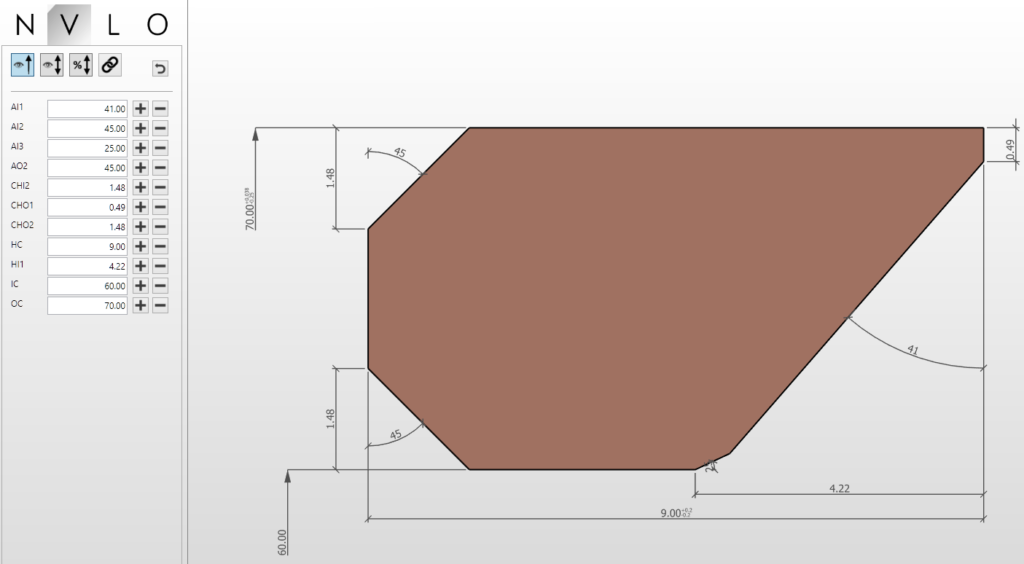
Variables
Diameter view
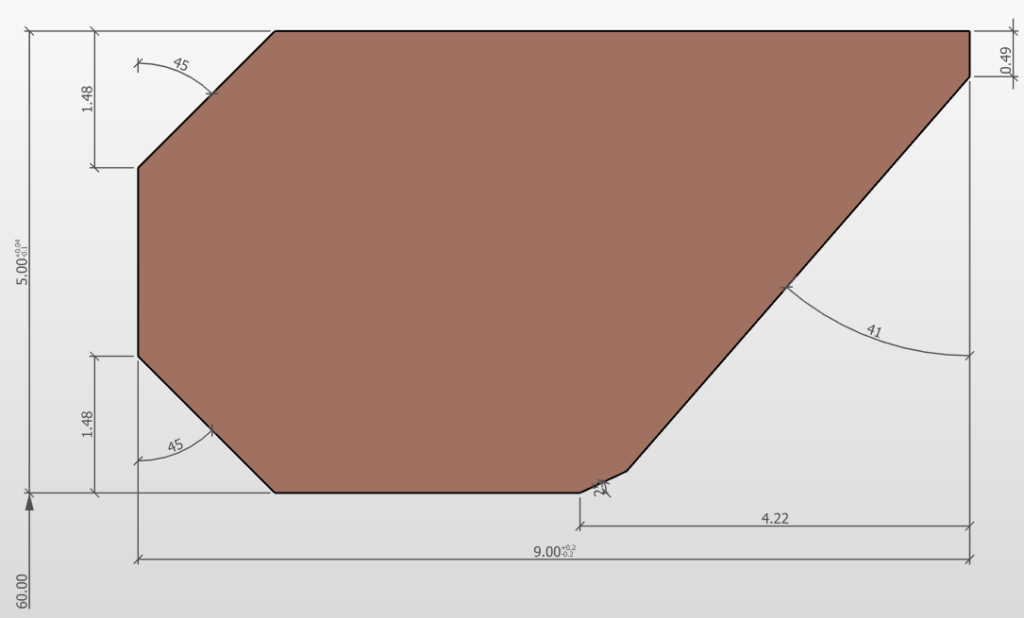
Cross section view
Material selection
PTFE Bronze 55×75 was selected
GCode
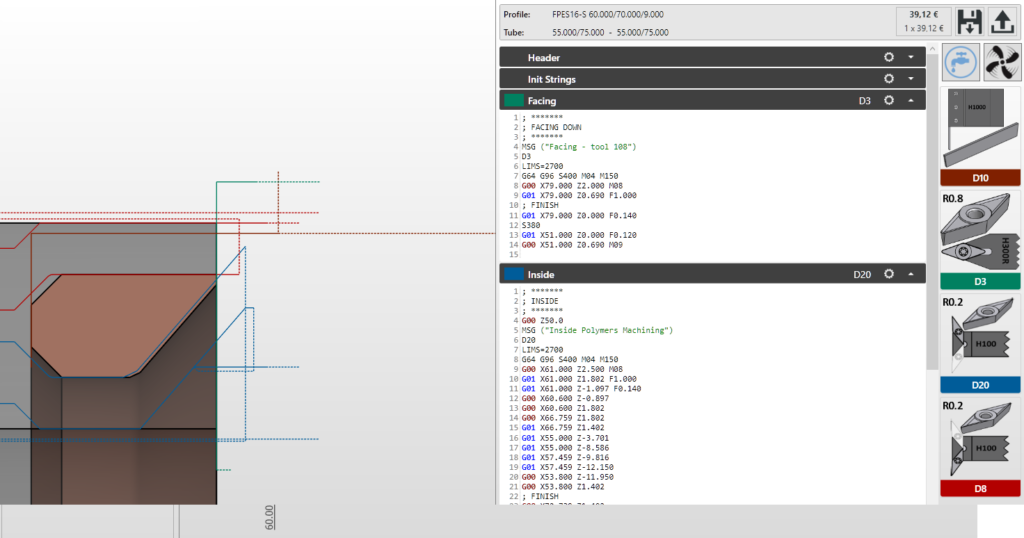
The code can be totally seen below that corresponds to the settings chosen.
The M-codes, header and many other features can be set up on the machine configuration. This means that the code can be adapted to the machine.
%_N_SCMAIN_MPF
;$PATH=/_N_WKS_DIR/_N_SealCAM_WPD
N10 ;-------------------------------
N20 ;FPES16-S 60.0/70.0/9.0
N30 ;-------------------------------
R10=0
R20=12.15 ;TURNINGLENGTH
R21=12.25 ;SHIFT
R22=4
R50=0
R51=0916
SC_POS01:
R23=$P_UIFR[1,Z,TR]
R24=R23-R22
IF R24<R20 GOTOF SC_POS02
TRANS X0 Z=R11
G54
SCSUB
R23=$P_UIFR[1,Z,TR]-R21
$P_UIFR[1,Z,TR]=R23
GOTOB SC_POS01
SC_POS02:
TRANS X0 Z0
G00 D0 SUPA Z550. X290.
%_N_SCSUB_SPF
;$PATH=/_N_WKS_DIR/_N_SealCAM_WPD
N10 IF ((R51==0916) OR $P_SIM) GOTOF WORK
N20 MSG("wrong NC-Mainprogram "<<R51<<"<> 0916")
N30 M0
N40 M17
N50 WORK:
; *******
; FACING DOWN
; *******
MSG ("Facing - tool 108")
D3
LIMS=2700
G64 G96 S400 M04 M150
G00 X79.000 Z2.000 M08
G01 X79.000 Z0.690 F1.000
; FINISH
G01 X79.000 Z0.000 F0.140
S380
G01 X51.000 Z0.000 F0.120
G00 X51.000 Z0.690 M09
; *******
; INSIDE
; *******
G00 Z50.0
MSG ("Inside Polymers Machining")
D20
LIMS=2700
G64 G96 S400 M04 M150
G00 X61.000 Z2.500 M08
G01 X61.000 Z1.802 F1.000
G01 X61.000 Z-1.097 F0.140
G00 X60.600 Z-0.897
G00 X60.600 Z1.802
G00 X66.759 Z1.802
G01 X66.759 Z1.402
G01 X55.000 Z-3.701
G01 X55.000 Z-8.586
G01 X57.459 Z-9.816
G01 X57.459 Z-12.150
G00 X53.800 Z-11.950
G00 X53.800 Z1.402
; FINISH
G00 X72.739 Z1.402
G01 X60.746 Z-3.811 F0.120
G02 X60.545 Z-3.944 I0.262 K-0.302
G01 X60.075 Z-4.448
G02 X60.000 Z-4.618 I0.363 K-0.169
G01 X60.000 Z-7.920
G02 X60.234 Z-8.203 I0.400 K0.000
G01 X63.459 Z-9.816
G01 X63.459 Z-12.150
G00 X54.000 Z-11.950
G00 X54.000 Z5.000 M09
; *******
; OUTSIDE
; *******
G00 Z50.0
MSG ("Outside Polymers Machining")
D8
LIMS=2700
G64 G96 S400 M04 M150
G00 X75.000 Z2.500 M08
G01 X75.000 Z1.500 F1.000
G01 X75.000 Z1.100 F0.140
G01 X75.000 Z-8.586
G01 X72.541 Z-9.816
G01 X72.521 Z-12.150
G00 X75.400 Z-11.950
G00 X75.400 Z1.100
; FINISH
G00 X70.000 Z1.100
G01 X70.000 Z-7.920 F0.120
G03 X69.766 Z-8.203 I-0.400 K0.000
G01 X66.541 Z-9.816
G01 X66.541 Z-12.150
G00 X76.000 Z-11.950
G00 X76.000 Z5.000 M09
; *******
; CUTTING
; *******
G00 Z50.0
MSG ("Polymers part off 2.5mm")
D10
LIMS=2700
G64 G96 S300 M04 M150
G00 X74.000 Z3.000 M08
G00 X74.000 Z-9.000
G01 X60.959 Z-9.000 F0.120
G00 X74.000 Z-9.000 M09
G00 X74.000 Z15.000
; Zero point calculation
G00 Z70.
MSG ("new start")
T13 D1
M01
/ M0
/ STOPRE
M17